



- 【摘 要】数控机床得到广泛应用,数控机床的加工精度是切削加工的核心问题,对数控机床关键部件的综合误差进行分析,对提高产品加工精度有十分重大的意义。【关键词】数控加工;关键部件;综合误差;分析
数控机床关键部件的综合误差分析主要是针对支撑架误差分析、移动副误差分析以及转动副误差分析。
1.支撑件误差分析
支撑件是整个机床的基础结构部件,主要有床身、立柱、横梁、支架等。一般来说,溜板箱、主轴箱等重要部件的导轨都布置在支撑件上,这些运动部件沿着床身、横梁、立柱、等支撑件上的导轨运行,这些导轨相对位置的精度要求很高,这样才能保证加工精度。但是,如图1-1所示,当数控机床在加工时,切削力产生的静载荷和动载荷最后都传递到支撑件身上,支撑件受力变形,导致导轨相对位置的精度达不到要求,最终影响加工精度,如图1-1所示。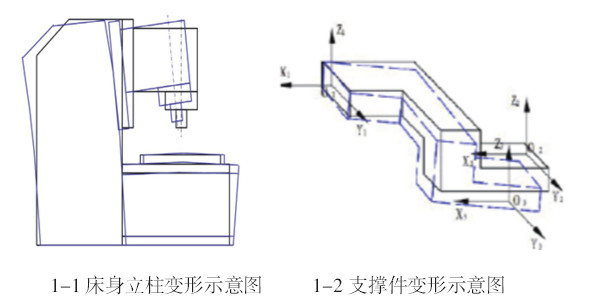 如图所示1-2,机床支撑件受力变形。支撑件上坐标系O2(X2,Y2,Z2)相对于坐标系O1(X1,Y1,Z1)的齐次变换矩阵为:
如图所示1-2,机床支撑件受力变形。支撑件上坐标系O2(X2,Y2,Z2)相对于坐标系O1(X1,Y1,Z1)的齐次变换矩阵为: 当支撑件受到复杂的力或力矩时存在平移误差δX、δY、δZ和转角误差θX,θy,θZ时,由齐次坐标变换矩阵的原理,经过坐标系的平移变换和旋转变换,得到齐次变换矩阵为:
当支撑件受到复杂的力或力矩时存在平移误差δX、δY、δZ和转角误差θX,θy,θZ时,由齐次坐标变换矩阵的原理,经过坐标系的平移变换和旋转变换,得到齐次变换矩阵为: 2.转动副的误差研究
2.转动副的误差研究
1.转动副的误差源
加工中心中最主要的、对加工精度影响最大的转动副就是主轴,在实际加工时,主轴组件中存在各种误差因素影响加工精度,主轴旋转时的回转中心线的空间位置在每时每刻是不同的,把所有瞬时的回转中心线的平均空间位置定义为理想主轴回转中心线。理想回转中心线的空间位置与瞬时回转中心线的空间位置在机床空间内的误差,就是回转误差。对于主轴回转误差来说,径向误差、轴向误差和角度误差,它们一般成对或者共同出现。加工过程中,当轴向误差和角度误差同时出现时,对于主轴来讲就出现了端面跳动;当径向误差和角度误差同时出现时,主轴就会出现径向跳动四,端面跳动和径向跳动对最后加工精度的影响是非常大的。
(1)主轴所采用轴承的误差的影响
影响主轴回转精度的轴承误差主要指:轴承孔同轴度误差,轴承孔、轴径圆度误差,以及轴承的装配质量等。主轴采用滑动轴承时,主轴颈和轴承内孔的圆度误差是导致回转误差的主要原因,主轴采用滚动轴承时,滚动轴承内外滚道圆度误差、滚动体形状及尺寸误差是产生主轴回转误差的主要因素,主轴采用推力轴承时,轴承滚道端面的平面度误差以及端面与回转轴线的垂直度误差是影响主轴回转精度的主要原因。
(2)轴承间隙的影响
当轴承间隙过大时,间隙处会产生较厚的油膜,当机床加工时,切削力和转速会产生变化,但是油膜的承载能力差,油楔厚度变化较大,主轴轴线漂移量增大。
(3)与轴承配合零件误差的影响
轴承内外圈、轴瓦制造装配过程中或者受到外力的时候产生圆度误差,以及和轴承配合的轴颈、箱体支承孔的圆度误差会直接影响主轴的回转精度。如果与轴承圈端面配合的轴肩、轴承端盖、螺母等零件的端面有平面度误差或此端面与主轴回转轴线存在垂直度误差,那么将造成轴承圈滚道倾斜,导致主轴回转轴线的径向、轴向漂移。轴承座的前后支承孔以及主轴前后轴颈会存在同轴度误差,这会引起轴承内外圈滚道相对倾斜,同样会导致主轴回转轴线的漂移,影响主轴回转精度。
(4)主轴转速的影响
主轴在某个转速范围内回转精度较高,但是随着主轴转速的不断增加,机床各种随机振动以及回转轴线的不稳定性也随着增大,最终导致主轴回转误差不断增大,影响加工精度。
参考文献
[1]刘悦;王立平;关立文;刘景袆;基于结合面的龙门五面加工中心虚拟建模及静刚度研究[J];工具技术;2007年05期
[2]李航,陈安民,李济顺,杨丙乾,徐增军;基于平面光栅的加工中心几何误差辨识研究[J];机床与液压;2003年06期
[3]陈安民;;基于平面光栅的圆检验分析[J];机床与液压;2010年10期
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号