



摘 要:机械滑台滚珠丝杠副维修关键技术机维修经验,分析机械滑台滚珠丝杠副故障原因及排除方法,介绍主轴箱结构、安装方式,注意事项及维护保养。
关键词:机械滑台滚珠丝杠副;故障维修;安装加工自动线的主轴箱的进给系统,主要是由:进给传动装置(减速箱)→丝杠支承(中间箱体)→交换齿轮→滚珠丝杠→滑台这几部分来实现,进给传动装置(减速箱)有两套传动执行线路,使机械主轴进给传动箱具有两种速度,也就是说,它由两个电机作为主动力,分别从不同子系统最终到达同一个执行机构——滚珠丝杠副。两个子系统结合在同一个传动箱里头,它们靠制动器的开合来进行自由度的加减,以确保动力能够彻底传递到丝杆螺母副,变成主轴箱的进给速度。
这类进给传动装置(减速箱)正规名称是TJ传动装置,有三大系列:TJ24、TJ46、TJ66。每个系列都有一到两种规格,分别应用于六个系列型号的滑台:SEME200、SEME320、SEME400、SEME500、SEME630、SEME800。
每个系列的滑台根据行程长短又有不同的规格:SEME200/400;SEME320/400;SEME400/400、SEME400/630;SEME500/400、SEME500/630、SEME500/1000;SEME630/630、SEME630/1000;SEME800/630、SEME800/1000;我们通用的最多的是SEME500系列和SEME630系列,其次是SEME400系列。
SEME200、SEME320滑台系列相配用的传动装置是TJ24-40(I)、TJ24-40(Ⅱ);SEME400、SEME500滑台系列相配用的传动装置是TJ46-40(I)、TJ46-40(Ⅱ);SEME630、SEME800滑台系列相配用的传动装置是TJ66-40(I)、TJ66-40(Ⅱ)、TJ66-43等。
SEME320以下系列的滚珠丝杠螺距是8mm,SEME400以上的丝杆螺距是10mm。
1 滚珠丝杠副系统的安装方式
滚珠丝杠的支承主要有以下四种,由于支承方式不同,使容许轴向载荷及容许回转转速也有所不同。
方式一:固定-固定 适用于高转速,高精度。
方式二:固定-支承 适用于中等转速,高精度。
方式三:支承-支承 适用于中等转速,中精度。
方式四:固定-自由 适用于低转速,中精度,短轴丝杠。
对于大连自动线的机械滑台而言,基本上都是使用方式三中所示的结构。
不要把螺母在将滚珠丝杠副安装到机床上的时候从丝杠上拆卸下来。但在必须螺母卸下来的场合时,要使用比丝杠底径小0.2~0.3mm的安装辅助套筒。将安装辅助套筒推至螺纹起始端面,从丝杠上将螺母旋至辅助套筒上,连同螺母、辅助套筒一并小心取下,注意不要使滚珠散落。安装顺序与拆卸顺序相反。必须特别小心谨慎的安装,否则螺母、丝杠或者其它内部零件可能会受损或掉落,导致滚珠丝杠传动系统的提前失效。
2 滚珠丝杠副故障最常见的故障及排除方法
2.1滚珠丝杠转动不灵活故障
机械滑台的滚珠丝杠转动不灵活,工作时有爬行现象。经检查发现丝杠螺母轴线与导轨不平行。调节螺母的支座位置使之平行,则故障排除。滚珠丝杠转动不灵活故障原因及排除方法有以下四种:(1)丝杠弯曲变形。排除方法为:校直丝杠。(2)丝杠与导轨不平行。排除方法:调整丝杠支座位置,使丝杠与导轨平行。(3)轴向预加载荷太大。排除方法:调整轴向间隙和预加载荷。(4)螺母轴线与导轨不平行。排除方法:调整螺母座的位置,使螺母轴线与导轨平行。
2.2滚珠丝杠副的噪声故障
滚珠丝杠工作时噪声大,拆卸检查后发现,丝杠支承轴承跑内圈,同时有两个滚珠破损,更换轴承后故障消除。滚珠丝杠副噪声大的故障原因及排除方法有以下五种。
(1)滚珠丝杠副滚珠有破损。排除方法:更换新滚珠。(2)丝杠润滑不良。排除方法:改善润滑条件,使润滑油量充足。(3)丝杠支承轴承可能破损。排除方法:更换破损轴承。(4)电动机与丝杠联轴器松动。排除方法:拧紧联轴器锁紧螺钉。(5)丝杠支承轴承的压盖压合情况不良。排除方法:调整轴承压盖,使其压紧轴承端面外滚道。
3 滚珠丝杠副在安装时应注意以下事项
滚珠丝杠副仅用于承受轴向负荷。径向力、弯矩会使滚珠丝杠副产生附加表面接触应力等不良负荷,从而可能造成丝杠的永久性损坏。因此,滚珠丝杠副安装到机床时,应注意以下三点。
(1)丝杠的轴线必须和与之配套导轨的轴线平行,机床的两端轴承座与螺母座必须三点成一线。(2)安装螺母时,尽量靠近支撑轴承;同样安装支撑轴承时,尽量靠近螺母安装部位滚珠丝杠副的安装应该确保三点一线:滚珠丝杠轴承座支撑、滚珠丝杠螺母、滚珠丝杠前支撑。每更换一次中间箱体、滚珠丝杠,都应该调配此三点成一线,并保证此线与导轨空间平行(包括水平平行、左右平行)。先安装主支撑(中间箱体轴承座),根据此安装位置调配前支撑调整垫,使之与导轨平行。再将螺母与滑台螺母座用较小预紧力安装,手盘动快进电机使滑台向前向后应灵活无死点,通电走顺后再紧固螺母。注意保证螺母座润滑油管畅通,确保螺母润滑良好。(3)过扭装置检测应能正常发信号,手拨动蜗杆向后(远离蜗轮方向)2~4mm必须使过扭装置发信号保护丝杆。死挡铁应使用保险丝压片检测,确保加工尺寸稳定。
4 滚珠丝杠副的维护与保养
(1)轴向间隙的消除。滚珠丝杠副拆装后,为保证反向传动精度和轴向刚度,必须消除轴向间隙。双螺母滚珠丝杠副消除间隙的方法为,利用两个螺母的相对轴向位移,使两个滚珠螺母中的滚珠分别贴紧在螺纹滚道的两个相反的侧面上。用这种方法预紧消除轴向间隙时,应注意预紧力不宜过大,否则会使空载力矩增加,从而降低传动效率。
(2)滚珠丝杠副的润滑。可用润滑脂和润滑油润滑。润滑脂~般加在螺纹滚道和安装螺母的壳体空间内,而润滑油则经过壳体上的油孔注入螺母的空间内。应每半年对滚珠丝杠上的润滑脂更换一次,清洗丝杠上的旧润滑脂,涂上新的润滑脂。用润滑油润滑的滚珠丝杠副,可在每次机床工作前加油一次。
(3)滚珠丝杠副的防护。滚珠丝杠副应避免灰尘或切屑、污物等进入。如果滚珠丝杠副在机床上外露,应采用防护罩封闭,如采用螺旋弹簧钢带套管、伸缩套管或折叠式套管等。安装时将防护罩的一端连接在滚珠螺母的端面;另一端固定在滚珠丝杠的支承座上。如果滚珠丝杠处于隐蔽的位置,则可采用密封圈防护,将密封圈装在螺母的两端。接触式密封圈防尘效果好,但因有接触压力,使摩擦力矩略有增加。非接触密封可避免摩擦力矩,但防尘效果稍差。工作时耍避免碰击防护装置,防护装置有损坏要及时更换。
(4)定期检查支承轴承。应定期检查丝杠支承与床身的连接是否松动,支承轴承是否损坏。如有问题应及时紧固松动部位并更换支承轴承。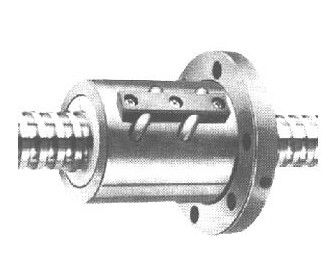
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号