



【摘 要】采用新型高分子复合材料对烘缸轴承位磨损进行现场修复;对磨损源和现场修复的优势进行了分析,并提出了预防设备故障的改进措施。进口轴承代理
【关键词】造纸纸机;烘缸;轴承位磨损;现场修复;高分子复合材料
1.设备简介
烘缸是用铸铁制成的两端有盖的空心圆筒(图1),由缸体及其两端的缸盖组成,外径多为1000~3000mm,在运转过程中,内通蒸汽将输送的纸张烘干烫光。造纸机用铸铁烘缸是用作纸张干燥的关键部件——属于Ⅰ类压力容器。铸铁烘缸的数量约占造纸行业压力容器总数的2/3。制造烘缸的材料一般多为HT200、HT250,在制造质量上要求严格,不许有穿透和过大的砂眼,为了增加纸面光滑度,要求把烘缸外表面磨光并把内表面镟光,使整个烘缸壁保持厚薄一致,以保证烘缸的安全、平衡和各处传热均匀。烘缸的作用是用来烘干纸页中的水分,整饰纸面,是造纸生产中最为关键的核心部位。两端缸头多采用45号钢加工而成,用螺栓固定于烘缸两端。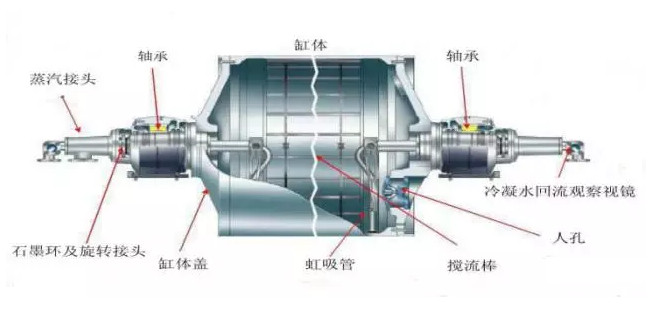 2.设备问题与原因分析
2.设备问题与原因分析
烘缸传动所用轴承一般为双列调心滚子轴承,轴承与轴的配合方式一般有退卸套、紧定套和锥轴配合(多采用1:12锥度)。根据各种磨损情况的出现分析总结出以下几点磨损原因:
(1)烘缸轴承位工作温度高,传动侧通过蒸汽,在正常生产运行中轴承处在密封环境中正常运行温度在80℃以上,轴承的各个构件都会因此受热膨胀,所以在运行过程中轴承的径向游隙尺寸比常规理论游隙更大,更容易使物料侵入附着,造成轴承滚动体运行阻力增大,使滚动体表面出现小麻点或坑状剥落,而剥落的金属会附着在滚道表面上导致滚道表面粗糙化。另外由于烘缸轴承位运行环境苛刻,纸机烘干部在低速、重载、高温的条件容易发生粘着磨损,进而再次将滚道表面粗糙化,致使在生产运行中轴承内圈不断摩擦受热,导致内圈膨胀,与轴径表面出现配合间隙,若不及时处理更换轴承势必会造成轴承内圈与轴出现相对运动进而造成磨损。
(2)烘缸缸体烘干纸张时挥发湿气较大,密封不严生产中飞溅的纸毛会侵入轴承,且无法清除,进入滚珠致使轴承润滑效果下降,滚柱运行阻力增大摩擦内圈,使内圈受热膨胀出现间隙,造成磨损。
(3)润滑油由于工作环境温度高,有机油类会逐渐分解、逐渐老化,运转中会析出黑色碳粒子悬浮在润滑油内,这些悬浮物会在润滑过程中到处积聚沉淀,一旦附着在轴承滚道上也会加大轴承的运行阻力,进而使轴承内圈受热膨胀,出现配合间隙,造成轴磨损。
(4)对于一些退卸套烘缸,轴承在安装到位后,达到相应的游隙,进行下一步骤中,拆去锁紧螺母,安装锁片时,由于反作用力的原因,失去锁紧螺母的轴承内圈或者退卸套反向退出,而在安装锁片,锁紧螺母后没有再次测量游隙,直接锁上锁片,导致轴承内圈或者退卸套松动,造成轴承位磨损。
(5)烘缸为蒸汽加热,在设备运行中,高压蒸汽在烘缸中形成冷凝水,且由于烘缸在高速运转,造成冷凝水排水不利,冷凝水在烘缸内聚集过多,在高速运转的烘缸内形成一个离心力,烘缸要释放这个力中只能向烘缸两端窜动,引起两种结果:一是轴承位相对轴承内圈相对运动,造成轴承位磨损。二是由于烘缸转动不平稳、震动大导致轴承压丝锁片松动,进而导致轴承位磨损。
3.传统修复方式的优劣势分析
(1)传统修复模式
a、刷镀。可处理轴类零件少量磨损,局限性大,刷镀层越厚越容易剥落。
b、堆焊。对于轴类零部件磨损最为传统的方法就是补焊,但是由于烘缸材质原因,堆焊在焊接时往往会出现在焊接接头处产生白口裂纹,且对轴大面积补焊还容易造成热应力变形,导致轴弯曲翘头,或从轴肩位置断裂,导致整轴报废。
c、喷涂。热喷涂涂层与基底技术的结合力以机械嵌合为主,因此涂层的耐冲击性差,不能有效的抵抗烘缸在运行过程的所受的冲击力。而且涂层具有一定的孔隙率,另外在喷涂工艺过程中还会产生粉尘、有毒金属蒸汽、热辐射、噪声等污染;干扰施工人员及施工环境。
传统修复设备问题不能在现场快速有效的解决,在拆、安环节浪费了较多的时间。传统检修所需的维修劳务费用、设备运输和机加工费用等综合费用较现场修复高,同时受现场空间的局限较大,但修复精度较高。
(2)高分子复合材料修复
福世蓝高分子复合材料2211F是一种用于抗高温、抗强腐蚀并可以机加工的金属修复材料,它具有良好的粘结力和机械性能,能够很好的缓冲和抵抗机械运转过程中受到的综合机械力。并且采用模具修复工艺进行修复(参照图2),可以更好的保证机件之间的100%面配合,而且材料具有金属材料不具备的退让性可以很好地吸收烘缸的冲击力。以前后轴肩作为定位进行修复确保了修复部位的精度,从而保证修复后的应用效果。模具修复优势是在不拆卸设备的前提下,可针对设备转速在1000转以内的设备实施有效修复,修复精度高,而且不受磨损尺寸、形状、磨损量等因素限制。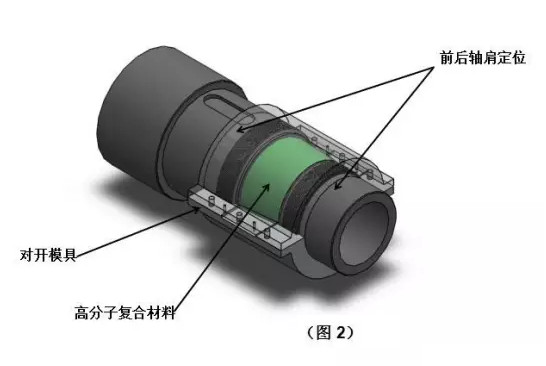 4.高分子复合材料现场修复优势及可行性分析
4.高分子复合材料现场修复优势及可行性分析
现场修复是近几年兴起的一种检修模式,其原理是在不拆卸损坏设备或部件的前提下,采用高分子复合材料修复技术在现场进行修复。修复用的复合材料高分子渗透形成的分子间的作用力使其与修复部件形成优异的附着力,满足设备在运行中承受各种复合力的要求。此类修复材料以福世蓝2211F性能较为可靠。
现场修复精度通过几个环节保证:依靠基准面的尺寸定位(前、后肩),采用专用模具(见图2)修复磨损的部位,确保修复部位的同心度;依靠脱模剂确保修复部位的脱模尺寸及粗糙度;依靠材料本身具有的抗压、抗弯曲、抗温及耐油等性能来确保材料的良好使用性。
5.现场施工工艺
(1)依据磨损区段前后端未磨损的轴径尺寸定位加工标准对开模具(参照图2),模具应采用厚壁钢管制作,壁厚应保证有足够强度和刚度,确保不会产生变形。两侧要有连接螺孔、定位销孔和排料槽。
(2)空试模具,检查配合情况。
(3)模具内表面用无水乙醇清洗干净后,涂刷脱模剂2遍,确保涂抹均匀且越薄越好,晾干备用。
(4)用氧-乙炔焰烘烤磨损区段,将渗入金属表面的油脂清除。用角磨机将修复部位打磨出金属原色,用无水乙醇清洗干净。确保表面干净、干燥、结实。
(5)严格按比例调和福世蓝2211F材料,反复搅拌至颜色均匀一致,没有色差。
(6)首先在磨损区段表面薄薄涂抹一层材料,并反复刮压,以确保粘接。再将材料均匀填充到待修复的磨损区段上。涂抹时要做到均匀密实,无肉眼可见的气孔。
(7)安装模具前,应在轴模具对应部位内壁涂抹新调和的材料进行安装紧固,获得最佳填充效果并确保有多余的材料从排料槽挤出。
(8)材料自然固化12小时/24℃。可以通过碘钨灯或氧-乙炔焰加热模具缩短固化时间。注意不可用明火直接接触材料,且加热温度不得超过材料最高承受温度,避免温度骤升骤降。
(9)固化后拆除磨具,可采用锯条、磨光机、锉刀、砂纸等工具去除排料槽挤出的多余材料,决不允许敲击材料。
(10)严格按照装配要求进行后期总装。
本次磨损位现场修复共用时5小时。
6.修复案例图片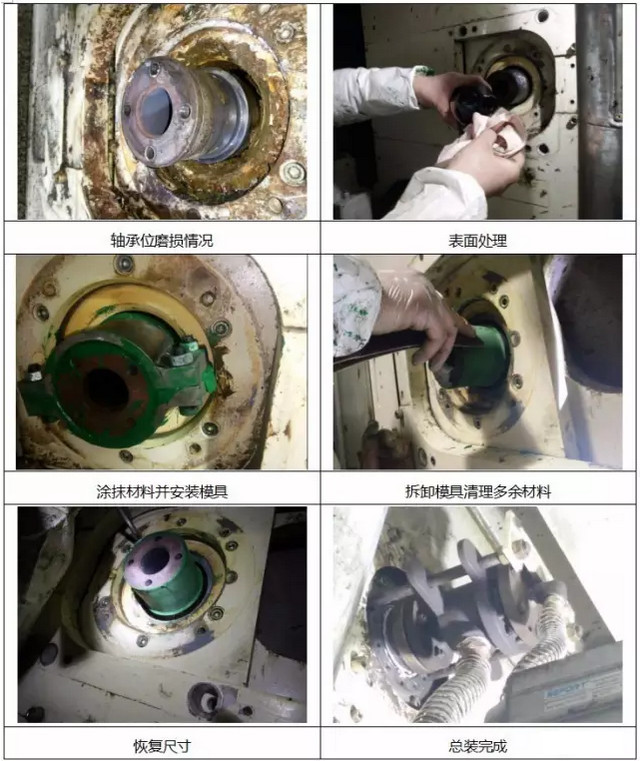 7.总结
7.总结
综上所述并结合福世蓝公司在造纸行业十几年的应用来看,使用福世蓝技术产品,根据不同磨损情况采用不同修复方案实施在线修复,不但是企业突发事件的有效解决手段,而且修复部件可以满足数年乃至更长的使用周期。因此在当前严峻的经济形势下,使用福世蓝技术及产品针对传动部位磨损问题进行现场在线修复是生产企业中不可或缺的重要技术手段。进口轴承代理
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号