



1 概述
神东洗选中心11个选煤厂共有直线振动筛260余台,激振器500余台。直线振动筛广泛应用在选煤厂分级、脱泥、脱介等作业,是选煤厂重要的设备之一,其振动由激振器提供,激振器由于长时间运行,受到振动、冲击,造成激振器异响、温度偏高,主要原因是轴承的失效,激振器轴承基本三年至五年需要更换一次。神东洗选中心每年需要修维修激振器100余台左右,主要从振动筛更换下激振器,进行解体维修,更换轴承、齿轮、密封件。在原来维修中退卸激振器长轴与断轴困难,没有专用的退卸工具,由于进口设备,没有维修标准,根据激振器的特点,自行设计和加工激振器维修设备拆装机。可快速、安全的拆卸和安装激振器,同时制定激振器维修工艺和标准,提高激振器维修效率。直线导轨代理
2 激振器工作原理和结构
2.1激振器工作原理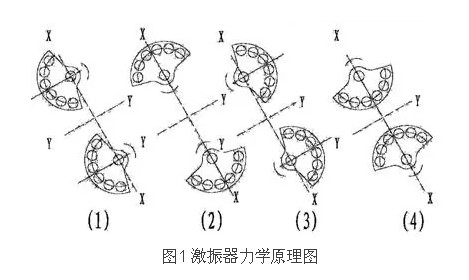
图1是激振器的力学原理图,两个相同的偏心块同步异向旋转,在各瞬间位置时,两根轴上所产生的离心惯性力沿X方向的分力总是相互抵消,而沿Y方向的分力总是相互迭加,因此就形成了沿Y方向的往复激振力,依靠这个力驱动振动筛直线振动。由图可看出,当两个偏心块运转到(1)和(3)的位置时,它们所产生的离心惯性力完全迭加,激振力最大;转到(2)和(4)的位置时,它们的离心惯性力完全抵消,激振力为零。
2.2激振器结构
激振器结构图,用来说明激振器的基本工作原理。箱体内装有主动轴1和从动轴2,轴端各有一对重量相同的不平衡重块3(偏心块),主动轴上装有轴端法兰,动力带动主动轴回转,通过斜齿轮对6使从动轴作相对而同步的旋转,利用不平衡重块回转时产生的离心惯性力使激振器产生定向激振力,通过调整偏心块回转速度和配重塞块的数量、位置,以改变不平衡回转重量,来调整激振力和工作力矩的大小。密封的箱体内加注齿轮油,使齿轮和轴承润滑和散热,保证传动平稳、运行可靠。激振器基本组成部分为箱体、长轴、短轴、轴承、齿轮、偏心块、端盖、轴套、轴端法兰、角环等附属部分。激振器结构示意图如图2。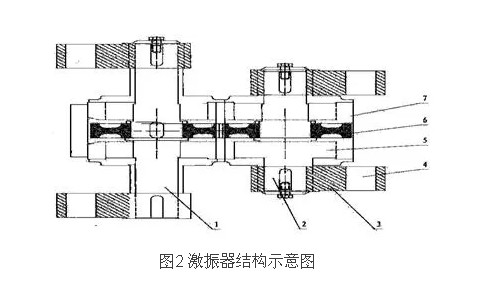
3 激振器维修存在的问题
随着洗选中心各选煤厂系统扩大、产量增加、设备负荷重运行时间长、且随着时间的延长设备逐年老化等,这些因素都加速了激振器故障率的上升。
在激振器维修中主要存在的主要问题没有专用的拆装工具,在拆装中造成退卸困难,检修工艺不规范,没有维修标准,造成检修效率低。
3.1激振器检修拆装存在问题
洗选中心激振器维修使用现有的设备及工具,拆卸联轴器时使用自行加工的工装,配合千斤顶使其拔下;拆卸激振器轴和轴承分别使用卧式压力机和1600千牛立式压力机上退卸,前者对激振器箱体的损坏大,后者在操作中存在很大危险;同时需要使用电动葫芦频繁地翻转,存在危险性。在安装的过程中使用温差法安装,尤其是安装轴承时加热后容易造成轴承损伤,带来下一次拆卸难的弊端。
激振器在拆卸的过程中需要3人以上配合作业,千斤顶的选型及支点较难把握,如果因配合不当,或者支点选择不正确均有可能造成物体飞溅伤人或损坏设备。主要存在以下问题:
(1)在拆装激振器中,要多次进行吊运翻转,如在拆卸中,退卸轴、轴承时,箱体要立着翻转2-5次,各种型号激振器不同,有的至少激振器退卸需要翻转3次,才能将轴和轴承退下。
(2)在拆装激振器作业中,要进行多次吊运,在退卸轴和轴承时,需要电动葫芦吊运,压力机顶压,而且因为激振器箱体基础座高,在退卸时需要加支撑垫,保证千斤顶和轴的同轴度,因此在退卸作业中存在很大的隐患;而且在退卸作业中至少要3个人配合作业,劳动强度大、效率低。
(3)在退卸作业中,如果操作不当,千斤顶和激振器的轴同轴度有誤差,就可能对箱体造成损坏,有误差时,轴承在外移中轴承外圈将刮伤箱体的轴承杯。
(4)退卸激振器轴和轴承时,因为要多次翻转、吊运、而且退卸中要加垫需要人扶,因此在作业中至少3人配合作业,要求劳动强度大,在退卸中要多次翻转,浪费大量时间,所以作业效率低。
3.2维修工艺不规范
由于神东洗选中心所用的振动筛为进口设备,在解体维修中没有检修工艺、检修标准,对齿轮、轴承间隙超限没有统一的检查标准,由于没有统一维修工艺和维修标准导致维修时间长、故障率高,出现再次进行返修。
综上所述,原来的拆装工艺工序存在着吊运翻转困难、作业中安全隐患多、作业中劳动强度高等诸多问题,因此需要一种新的设备拆装去改变这种现状,同时需要制定规范的维修工艺来提高激振器的维修效率。
4 提高激振器维修效率的措施
根据激振器维修过程中出现拆装问题以及没有统一的维修工艺、维修标准、检测的标准,根据10年的维修,200余台激振器维修经验,设计加工激振器拆装的专用设备,解决激振器拆装困难的问题,同时制定激振器维修工艺、维修标准提高激振器维修效率。
4.1设计加工激振器专用拆装机
基于上述在维修设备中存在的切实的问题,以及目前所存在设备拆装中的缺陷和不足,提出探索研究一种新的拆装机,该拆装机的目的便是解决目前设备解体检修中一些设备退卸、组装时,普通压力机难以找到合适的支撑点、施压点、退卸组装困难的问题;实现对重型设备可以直接使用电动葫芦吊运到压力机操作平台上作业的目的;配合激振器专用检修装置,可以实现激振器拆卸组装时频繁翻转的需要,省去使用电动葫芦吊运翻转的复杂工序,且消除了吊运带来的安全隐患,同时提高检修效率。检修激振器的全过程可以依次在此装置上完成。设备拆装机主要结构有以下特点:
(1)设备维修拆装机上方加设的横梁可以按需打开或者关闭,有了吊装点后设备可以直接使用电动葫芦吊运到工作台上进行拆装。而现有1600千牛立式压力机上方为封闭的横梁,不能实现此功能。
(2)设备维修拆装机的操作平台设计为可变平台。利用变换不同的工装板实现专板专用,即每类型设备配备一块专用工装板,使用时只需更换工装板即可,更加高效安全。而现有1600千牛立式压力机不能实现此功能。
(3)该拆装机配备的200T千斤顶可以在上方横梁上左右移动。工作时可以根据工位的要求实现对下方工件不同位置的顶压。而现有1600千牛立式压力机为千斤顶定点固定式,不能实现此功能。
(4)设计加工激振器专用检修装置。
此装置设计加工完成后,可以实现激振器在检修平台处上下升降、前后移动、径向360°翻转的功能。激振器检修时只需用螺栓固定激振器底脚,把激振器固定在此装置上,检修全过程可以在此套装置上完成。实现以上功能应用到液压系统、滑轮、轨道、传动轴、齿轮等机构。
4.2制定了激振器维修工艺和标准
在原来激振器大修中没有严格维修工艺和标准,在装配完成后试验过程中存在漏油、异响、高温等故障,存在主要原因是没有装配工艺和检修标准。检修人员拆装顺序不当、没有维修标准导致出现故障。通过查阅资料以及维修经验的积累制定了激振器检测内容以及激振器维修工艺和标准,提高激振器维修效率。
4.2.1激振器主要零部件检测内容
(1)斜齿轮检测轮齿表面下列缺陷,齿轮报废。
a.断齿;b.表面过度磨损;c.表面斑点脱落;d.表面蠕动变形;e.用千分表在从动轴上测齿轮间隙。要求齿轮啮合最大间隙不超过125um。
(2)轴承检测轴承出现下列情况,轴承报废。
a.轴承内外圈断裂、表面出现划痕;b.滚柱破碎、变形;c.轴承过热退火;d.轴承转动声音过大;r.大部分有了噪音并发热的激振器,轴承均需更换。
(3)箱体检测事项
箱体表面质量,轴承孔不得有旋转划痕,用千分表检查其直径尺寸Ф289.923mm(-0.025至+0.051mm),如超公差,箱体应报废。
(4)齿轮轴检测事项
检查各轴表面,不得有明显的凹凸痕迹,轴承及齿轮端,椭圆度≤0.01mm;检查轴的轴向串动量,要求轴向串动量最大不超过0.40mm。
(5)所有的密封件均需要更换
4.2.2激振器维修工艺
综上所述,提高激振器维修效率与专用的拆装设备和标准维修工艺是必不可少的,当然也与人员的技能也有很大关系,通过专用的拆装设备、标准维修工艺和高技能维修人员,必定提高激振器的维修效率。
5 维修效果及产生经济效益
通过使用设备拆装机以及按照制定的维修工艺,通过试验,对DF601激振器和HE150LS激振器进行拆装,实现了预期的目的,可以实现激振器在检修平台处上下升降、前后移动、径向360°翻转的功能。激振器检修时只需用螺栓固定激振器地脚,把激振器固定在此装置上,检修全过程按照维修工艺在此套装置上完成。实现以上功能应用到液压系统、滑轮、轨道、传动轴、齿轮等机构。
运行效果及经济效益主要有以下几方面:
(1)弥补了设备维修过程中拆装设备不全的缺口。该拆装机可解决一些设备退卸组装时,普通压力机难以找到合适的支撑点、施压点、退卸、组装困难,导致耗时长、成本大,检修效率低的问题。
(2)此拆装机及维修工艺的应用将我单位以前外委修复进口激振器实现能自主维修,降低维修费用。自主维修后每年至少可结余200余万元。
(3)应用此拆装机后提高设备检修效率和安全系数。以检修激振器为例,省去了使用电动葫芦频繁吊运翻转的复杂工序以及带来的安全隐患,同时减少了检修时间和检修人员,降低劳动强度。洗选中心现有激振器500余台,每年维修数量按100台计算,每解体维修一台激振器需要3人20小时完成,每年检修激振器所需时间为100台*3人*20小时=6000小时;应用此拆装机后,每解体维修一台激振器需要2人16小时完成,每年检修激振器所需时间为100台*2人*16小时=3200小时,这样每年检修100台激振器可结余工时为6000-3200=2800小时。若利用此结余工时再修复激振器,可修复87台。
6 结束语
目前使用该拆装机以及激振器维修工艺维修数量达到200余台,在现场使用中故障率底,使用周期长,达到了预期所要达到的目标。提高了激振器维修效率,实现自主维修,从而达到降低成本、提高生产效率的目的。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号