



1 磨辊的运行情况和损伤情况分析
1.1磨辊的运行情况和状态某水泥厂水泥立磨(TIM45.42)共有两台,均为四辊立磨,每小时150t的设计产量,实际产量可以达到每个小时210t,相对比设计产量远远要高,水泥各项性能指标均处于稳定的状态。但是在实际进行运行的过程中,出现轴承多次遭到损害的情况,导致了不小的损失,尤其在维修的过程中,需要较长的维修工期,且需要超强的劳动强度。虽然工作人员曾经也就四辊运行进行过尝试,想让磨机的产量得到提高,并且让磨辊轴承的损伤情况降低到最小,但是经过多次的尝试进行运行,最终都是磨机振动过大,因此只能够采取两辊运行。2016年10月在设备投入运行之后,因为缺乏丰富的经验,并未充分的认识和了解辊子轴承的损伤情况,长时间实施两辊对角进行运行,而将两辊留为备用。1.2磨辊的损伤情况2017年8月份,因为磨辊的端头螺栓部位,发生断裂的情况,继而造成磨辊从整体的部位往外脱出将近305mm。详情见磨辊的结构图,如图1所示。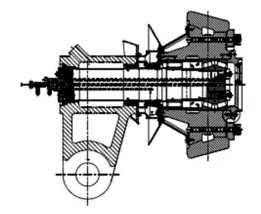 图1 磨辊结构拆下之后,对轴承进行处理和检查的过程中发现,在轴承的内圈滚道上,有明显的压痕痕迹,且具有一定的规律性,后来在对辊子从密封处更换的时候,发现轴承均有此种情况的存在。有两盘轴承装于辊子里面。将轴承打开之后进行检查的过程中,发现在轴承的内圈滚道面上面,圆柱辊有压痕存在的情况,而且均具有一定的规律性,大部分上每个压痕都有一个滚珠相对应。而压痕和磨损的情况,在双列圆锥轴承的滚珠和滚道面上。2 轴承的压痕和损伤造成磨辊故障的特点分析在未发现轴承有损伤的情况存在时,在对水泥磨辊进行使用期间,发生了非常有节奏感的声音,即“突、突”声,随着不断加压的磨辊,这种突突的声音就会随之升高,同时磨机的振动情况也会显著的增大,而如果是在空载辅传开机时,这个时候此种声音则不存在。但如果一开机加压进行运行的过程中,这种声音就会立刻出现,在摇臂处听的时候就会特别的显著,但是对于详细的位置则没有办法进行准确的判断。对磨辊先后进行多次盘动,发现其灵活性较高,未出现卡滞的情况,同时也对摇臂轴承等分别进行了检查,但是此种情况均没有发现。3 轴承损伤的原因分析第一,因为长时间采取两辊对角的方式进行运行,两辊作为备用,因此导致两个备用的辊子在磨机里面,长时间的倾斜悬挂(主要是将两个油缸作为支撑)。而在支撑的过程中,油缸所起到的作用主要是柔性,因此在磨机的振动下,它可以进行有限的浮动,但是长时间的振动,就会在轴承上有冲击压痕的情况存在。第二,对于物料、水分等,水泥立磨有着非常高的要求,不管任何一项的影响,都会让磨机在运行的过程中出现振动的情况发生,而对于磨辊等设备而言,长时间的振动则会对其产生不良的影响。第三,在支撑定位上,全部采用的是4条M42的螺栓来对磨辊轴承和辊皮进行固定,此螺栓有着8.8级的强度,在刚开始进行使用的过程中,经常会有断裂的情况发生,导致辊子发生脱落等情况。后来改螺栓的强度为10.9级,此种故障的情况未再出现。第四,轴承的使用寿命,也会受到轴承油封损坏等方面的影响,在进行使用期间,经常会有油封漏油的情况出现,在密控风机当中并没有将压差变送器安装到其中,中控对于风压的大小根本无法观察,风压如果出现不足的情况,就会出现油封吸入水泥颗粒的情况,对油封的唇口造成破坏,从而造成杂物等的进入,对轴承的使用产生影响。4 针对性的预防措施探讨第一,针对现阶段四辊存在不可以全部进行投行的情况,我们对于磨辊的使用,制定了严格的轮流使用制度。每周实施两辊轮流使用的措施,这样可以对轴承的损伤情况降低到最小,进而让四辊的运行得到更好的实现,让辊子等故障问题降低到最小。第二,对于棍子的轴承压板螺栓,采取每月进行检查一次的措施,避免有断裂的情况发生。与此同时,对于轴承内部润滑油中所存在的杂质进行检查,然后分析之后进行比对,对于轴承所使用的情况进行及时的了解。第三,对密闭风机的风量和风压进行良好的控制,并安装压力变送器在风管上,从而达到将风量风压数值往中控传送的目的。同时还需要对油封的使用情况进行定期的检查。第四,降低磨机的振动,对物料粒度和水分的情况进行切实的控制,同时对磨机的操作参数进行优化。5 轴承的修复策略与措施如果更换两盘铁姆肯的轴承,费用一共需要20万左右,而且需要将近10万元的维修费用,最重要的是需要返厂进行维修。针对上述这个情况,我们对有关的资料进行参考,经过测量轴承外圈等主要的参数,制定了如下修复轴承的方案。5.1圆锥滚子轴承的修复措施在修复圆锥滚子轴承的过程中,决定只对外圈滚道面上面的压痕进行处理,在实施处理的过程中采取车磨的方式进行处理。因为轴承外圈差不多有0.2mm的压痕,滚道面的硬度在里氏9.6,而对于此轴承的使用要求是完全可以进行满足的,并且磨下去外圈0.23mm,并将压痕除去。经过计算之后,磨掉轴承中间的隔圈2.8mm。配磨测量需要较高的装配,确保在游隙中,装配轴可以小于0.04mm。对轴承的运行进行检测,确保可以符合标准的范围,然后完成组装。5.2圆柱滚子轴承的修复措施修复圆柱滚子轴承的过程不需要非常复杂的步骤,这主要是因为轴承内组件并未受到太大的损伤,仅仅只有内圈滚道面上面存在压痕的情况。对游隙进行测量的过程中,发现其范围在0.35mm左右,同时在实施测量完成之后将压痕磨去0.20mm左右,并且确保在0.60mm范围内对修复后的游隙进行控制,基本上可以和使用要求相符合,因为水泥立磨并不属于特别高级的设备,对轴承的精度并未有较高的要求。实施上述的修复方案,将两套圆锥滚子轴承的外圈拆卸下来,经过测量和对比之后,选择受损并不是非常严重的外圈实施更换。然后返厂对圆锥和圆柱滚子轴承进行修复处理。经过一周各种工序处理之后,和各项技术要求指标达到了一致。在装配轴承和磨辊期间,对轴承的轴向游隙经过实际测量之后为0.01mm,根据零游隙的理念,我们在进行计算的过程中,也控制游隙在较小的范围内。再加上在实际进行运行的过程中,磨辊的环境达到了100℃左右,因此小游隙不会导致轴承出现抱死的情况,相反,对于轴承的运行是非常有帮助的。6 结语经过在现场进行实际运行之后,磨辊的各项指标均和要求相符合,而且已经完全消除了那种突突的声音,本次一共花费了2万多元的维修费用,为该公司节省了很大的一笔维修成本费用。
图1 磨辊结构拆下之后,对轴承进行处理和检查的过程中发现,在轴承的内圈滚道上,有明显的压痕痕迹,且具有一定的规律性,后来在对辊子从密封处更换的时候,发现轴承均有此种情况的存在。有两盘轴承装于辊子里面。将轴承打开之后进行检查的过程中,发现在轴承的内圈滚道面上面,圆柱辊有压痕存在的情况,而且均具有一定的规律性,大部分上每个压痕都有一个滚珠相对应。而压痕和磨损的情况,在双列圆锥轴承的滚珠和滚道面上。2 轴承的压痕和损伤造成磨辊故障的特点分析在未发现轴承有损伤的情况存在时,在对水泥磨辊进行使用期间,发生了非常有节奏感的声音,即“突、突”声,随着不断加压的磨辊,这种突突的声音就会随之升高,同时磨机的振动情况也会显著的增大,而如果是在空载辅传开机时,这个时候此种声音则不存在。但如果一开机加压进行运行的过程中,这种声音就会立刻出现,在摇臂处听的时候就会特别的显著,但是对于详细的位置则没有办法进行准确的判断。对磨辊先后进行多次盘动,发现其灵活性较高,未出现卡滞的情况,同时也对摇臂轴承等分别进行了检查,但是此种情况均没有发现。3 轴承损伤的原因分析第一,因为长时间采取两辊对角的方式进行运行,两辊作为备用,因此导致两个备用的辊子在磨机里面,长时间的倾斜悬挂(主要是将两个油缸作为支撑)。而在支撑的过程中,油缸所起到的作用主要是柔性,因此在磨机的振动下,它可以进行有限的浮动,但是长时间的振动,就会在轴承上有冲击压痕的情况存在。第二,对于物料、水分等,水泥立磨有着非常高的要求,不管任何一项的影响,都会让磨机在运行的过程中出现振动的情况发生,而对于磨辊等设备而言,长时间的振动则会对其产生不良的影响。第三,在支撑定位上,全部采用的是4条M42的螺栓来对磨辊轴承和辊皮进行固定,此螺栓有着8.8级的强度,在刚开始进行使用的过程中,经常会有断裂的情况发生,导致辊子发生脱落等情况。后来改螺栓的强度为10.9级,此种故障的情况未再出现。第四,轴承的使用寿命,也会受到轴承油封损坏等方面的影响,在进行使用期间,经常会有油封漏油的情况出现,在密控风机当中并没有将压差变送器安装到其中,中控对于风压的大小根本无法观察,风压如果出现不足的情况,就会出现油封吸入水泥颗粒的情况,对油封的唇口造成破坏,从而造成杂物等的进入,对轴承的使用产生影响。4 针对性的预防措施探讨第一,针对现阶段四辊存在不可以全部进行投行的情况,我们对于磨辊的使用,制定了严格的轮流使用制度。每周实施两辊轮流使用的措施,这样可以对轴承的损伤情况降低到最小,进而让四辊的运行得到更好的实现,让辊子等故障问题降低到最小。第二,对于棍子的轴承压板螺栓,采取每月进行检查一次的措施,避免有断裂的情况发生。与此同时,对于轴承内部润滑油中所存在的杂质进行检查,然后分析之后进行比对,对于轴承所使用的情况进行及时的了解。第三,对密闭风机的风量和风压进行良好的控制,并安装压力变送器在风管上,从而达到将风量风压数值往中控传送的目的。同时还需要对油封的使用情况进行定期的检查。第四,降低磨机的振动,对物料粒度和水分的情况进行切实的控制,同时对磨机的操作参数进行优化。5 轴承的修复策略与措施如果更换两盘铁姆肯的轴承,费用一共需要20万左右,而且需要将近10万元的维修费用,最重要的是需要返厂进行维修。针对上述这个情况,我们对有关的资料进行参考,经过测量轴承外圈等主要的参数,制定了如下修复轴承的方案。5.1圆锥滚子轴承的修复措施在修复圆锥滚子轴承的过程中,决定只对外圈滚道面上面的压痕进行处理,在实施处理的过程中采取车磨的方式进行处理。因为轴承外圈差不多有0.2mm的压痕,滚道面的硬度在里氏9.6,而对于此轴承的使用要求是完全可以进行满足的,并且磨下去外圈0.23mm,并将压痕除去。经过计算之后,磨掉轴承中间的隔圈2.8mm。配磨测量需要较高的装配,确保在游隙中,装配轴可以小于0.04mm。对轴承的运行进行检测,确保可以符合标准的范围,然后完成组装。5.2圆柱滚子轴承的修复措施修复圆柱滚子轴承的过程不需要非常复杂的步骤,这主要是因为轴承内组件并未受到太大的损伤,仅仅只有内圈滚道面上面存在压痕的情况。对游隙进行测量的过程中,发现其范围在0.35mm左右,同时在实施测量完成之后将压痕磨去0.20mm左右,并且确保在0.60mm范围内对修复后的游隙进行控制,基本上可以和使用要求相符合,因为水泥立磨并不属于特别高级的设备,对轴承的精度并未有较高的要求。实施上述的修复方案,将两套圆锥滚子轴承的外圈拆卸下来,经过测量和对比之后,选择受损并不是非常严重的外圈实施更换。然后返厂对圆锥和圆柱滚子轴承进行修复处理。经过一周各种工序处理之后,和各项技术要求指标达到了一致。在装配轴承和磨辊期间,对轴承的轴向游隙经过实际测量之后为0.01mm,根据零游隙的理念,我们在进行计算的过程中,也控制游隙在较小的范围内。再加上在实际进行运行的过程中,磨辊的环境达到了100℃左右,因此小游隙不会导致轴承出现抱死的情况,相反,对于轴承的运行是非常有帮助的。6 结语经过在现场进行实际运行之后,磨辊的各项指标均和要求相符合,而且已经完全消除了那种突突的声音,本次一共花费了2万多元的维修费用,为该公司节省了很大的一笔维修成本费用。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号