



首先简要阐述了小型薄壁轴承套类零件加工的难点,然后分析了小型薄壁轴承套类零件加工工艺的准备内容,包括全面分析零件图样与零件装夹注意事项,最后从刀具选择、量具选择、加工顺序等方面,总结了小型薄壁轴承套类零件加工工艺的技术要点。
关键词:薄壁零件;轴承套类;数控车加工0 引言
小型薄壁零件在数控车上加工时,粗加工与精细化加工分开进行,在完成粗加工后进行精细化加工。但粗加工时会出现切削量大、应力大等情况,直接造成后续精细化加工出现变形、尺寸不合理等情况。因此,需要做好工艺分析工作,改善传统加工工艺的不足,提高小型薄壁轴承套类零件的加工质量。1 小型薄壁轴承套类零件加工的难点分析
小型薄壁轴承套类零件选择强度高的硬铝材料,完成加工后需要利用放大镜放大10倍进行检查,确保零件表面不出现划痕。小型薄壁零件整体尺寸较小,利用夹子难以操作,且夹紧操作时又容易出现形变。综合分析可以发现,小型薄壁轴承套类零件加工的难点体现在以下方面:
(1)零件装夹操作时容易变形,难以控制零件壁的厚度。结合小型薄壁零件设计图纸与技术要求,加工设计时要重点关注尺寸的精准度、定位的精确性、加工工艺的选择等,结合具体方式选择合适工艺。
(2)小型薄壁零件加工精确度会受到切削热的影响,车削加工时会产生热量,使得金属材料发生变形。
数控车床本身主要用于加工回转类零件,常见的包括轴类或盘类复杂零件,呈现出内外圆锥面或内外圆柱面回转等。如图1所示,由3个零部件构成典型配件。整体结构并不复杂,但需要在短时间内保质保量地完成,要求技术人员全面掌握数控车床的性能与操作技巧,制定合适的加工方案。2 小型薄壁轴承套类零件加工工艺的准备
2.1全面分析零件图样
(1)图形分析要点。加工轴类零件可以分成两个重要内容,即保证尺寸精确度与表面粗糙度。如图1所示零件分成三部分,零件图形看似简单,但内部包括几个部分:外端面、锥面、椭圆等,要求技术人员有娴熟的操作技巧,才能顺利完成零部件加工。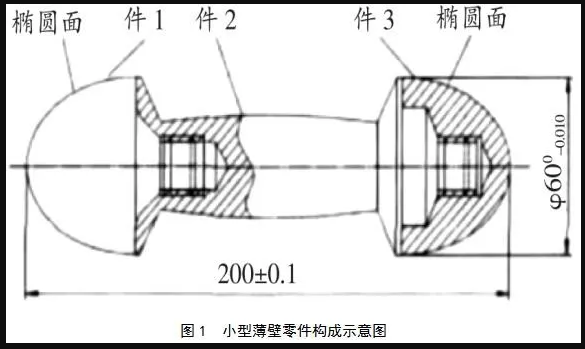 (2)零件尺寸分析。分析所得的尺寸要在数控车床加工前编程成具体尺寸,计算编程尺寸方式:基本尺寸+(上偏差+下偏差)/2,通过计算可以得出所需的编程尺寸。图2已经标注出零部件1的重要尺寸数据,通过计算得出最大外圆直径编程尺寸,为方便计算取近似值φ=59.99。利用编程尺寸计算得出其余尺寸。
(2)零件尺寸分析。分析所得的尺寸要在数控车床加工前编程成具体尺寸,计算编程尺寸方式:基本尺寸+(上偏差+下偏差)/2,通过计算可以得出所需的编程尺寸。图2已经标注出零部件1的重要尺寸数据,通过计算得出最大外圆直径编程尺寸,为方便计算取近似值φ=59.99。利用编程尺寸计算得出其余尺寸。 2.2零件装夹注意事项
2.2零件装夹注意事项
2.2.1加工零部件1
对3个组成部件进行分析,可以发现零部件1和零部件3存在共同问题。完成零件1左半边或右半边加工时,余下的另一部分就无法装夹。实际操作时完成左侧椭圆面加工后,已经没有装夹右半部分的位置。实际加工时要利用辅助夹具完成零部件1和零部件3的加工。需要提前加工零部件1的右半侧与零部件3的内轮廓。将零部件3的内螺纹作为装夹的辅助夹具,实现3个零部件的装配。
2.2.2加工零部件3
上面已经介绍过零部件3的加工,完成工件内轮廓的加工,并将其作为零部件1的夹具。完成内螺纹加工后,直接利用螺纹配合的方式完成零部件3椭圆部分的加工。
2.2.3零部件2的加工
零部件2是3个零件中加工难度最大的一部分,为了提高加工精准度,需要选择“一夹一顶”的装夹方式完成零部件2的加工。3 小型薄壁轴承套类零件加工工艺要点分析
3.1选择合适的刀具
依据加工要求选择合适的加工刀具,以零部件2为例分析加工大圆弧面的措施。通过分析已经标注出的数据可以准确判断加工时要使用的钻头,即φ2.5㎜B型中心钻与φ17.5㎜B型麻花钻。为了避免加工时刀具直接接触到工件,选择外圆尖刀时要综合考虑选择72.5°的刀具。
3.2选择合适的量具
量具选择过程较为简单,只要满足最大测量需求并且满足零件加工精确度要求即可。
3.3工件具体加工
(1)切断毛坯。毛坯切断的方法主要有两种,即排切法与直切法。要根据工件加工的具体情况选择合适的切断毛坯的方法。
(2)加工椭圆。加工椭圆时要用到宏程序,不同型号的数控车床使用的G指令方法不同。
3.4零部件加工顺序
组合型器件顺利加工的关键就在于加工顺序的先后性,明确加工顺序可以降低原材料的使用数量,节省后期刀具装夹耗费的时间,提高加工效率,提升加工效益。因此,任何一个零部件在具体加工前都要先确定先后顺序,只有保证加工顺序的合理性,才能将加工成本降到最低,提升加工企业的经济效益。4 结语
本文通过分析数控车加工小型薄壁轴承套类零件的工艺,探讨了影响加工精准度的因素,并联系具体零件加工工艺,提出了提升零件加工质量的措施,可以为类似研究提供借鉴,提高我国小型薄壁轴承套类零件加工工艺的水平。
主营:滚珠丝杠|直线导轨|丝杠支撑轴承|直线轴承|进口轴承 电话:022-27358661 传真:022-27687355 手机:18812509555
天津万和盛业轴承 © cnHinWin.com All rights reserved 地址:天津市南开区密云一支路9号广盈商贸A319
 津公网安备 1201040200132号 工信部备案:津ICP备17006904号
津公网安备 1201040200132号 工信部备案:津ICP备17006904号